

以下是:甘孜市巴塘县可定制的厚壁无缝钢管品牌厂家的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 范围 的厚壁无缝钢管品牌供应范围覆盖四川省、甘孜市、巴塘县、康定市、泸定县、丹巴县、九龙县、雅江县、道孚县、炉霍县、新龙县、德格县、白玉县、石渠县、色达县、理塘县、乡城县、稻城县、得荣县等区域。 【星腾伟业】为客户提供多样化产品,包括新龙无缝钢管来图来样定制、理塘无缝钢管安心购等,适配多元场景需求。可定制的厚壁无缝钢管品牌厂家,星腾伟业金属材料(甘孜市巴塘县分公司)为您提供可定制的厚壁无缝钢管品牌厂家,联系人:任威,电话:【0527-88266222】、【0527-88266222】。 四川省,甘孜藏族自治州,巴塘县 2020年,巴塘县地区生产总值达17.16亿元,同比增7.8%。
想知道可定制的厚壁无缝钢管品牌厂家产品的独特魅力吗?我们为您准备的视频将带您亲身体验,让您感受到产品的无限魅力。以下是:甘孜巴塘可定制的厚壁无缝钢管品牌厂家的图文介绍
甘孜巴塘星腾伟业金属材料有限公司的目标:让客户省时、省力、省心、省金;以质量取胜,以服务取优,以价格取信。
我们的承诺是:保证精美的品质,给予较低的 无缝钢管价格,提供热情的服务,因为您的满意,是我们的追求。
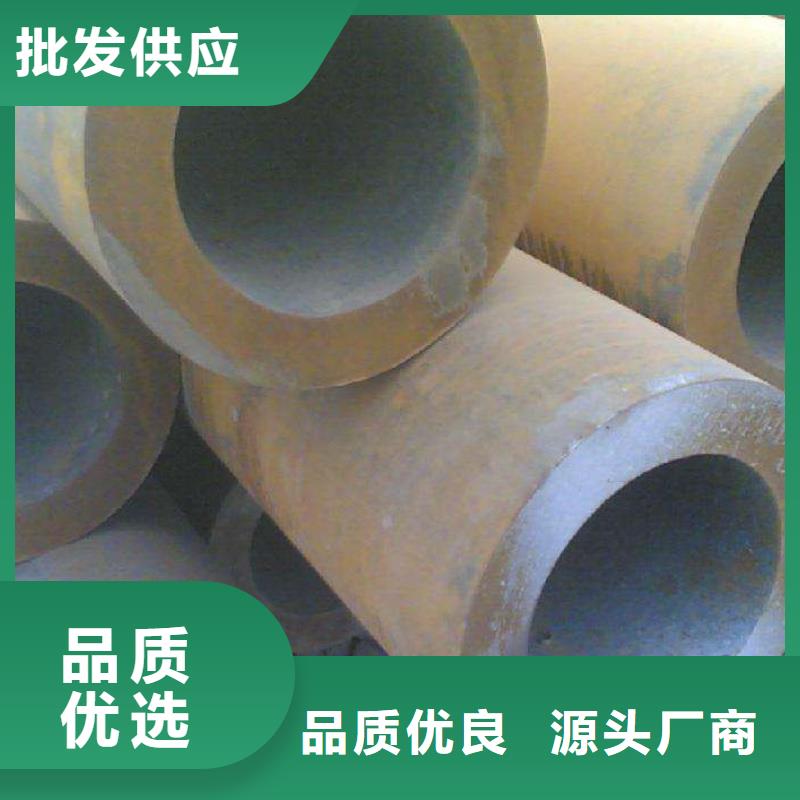
厚壁钢管小口径厚壁无缝管是指外径和壁厚之比小的钢管,目前小口径可达到3mm,壁厚小到1mm.。常见规格为:外径mm壁厚mm;;;;小口径厚壁无缝钢管重量公式:[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量)
主要用做石油地质钻探管、石油化工用的裂化管、锅炉管、轴承管以及汽车、拖拉机、航空用高精度结构管等。;;;;小口径厚壁无缝钢管材质包括:10#、20#。25#、35#、45#、16Mn等。
生产工艺流程圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等,;热轧无缝管一般在自动轧管机组上生产,实心管坯经检查并表面缺陷截成所需长度,在管坯穿孔端端面上定心然后送往加热炉加热在穿孔机上穿孔在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔称毛管,再送至自动轧管机上继续轧制 经均整机均整壁厚,经定径机定径,达到规格要求,利用连续式轧管机组生产热轧无缝钢管是较先进的方法,若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧冷拔或者两者联合的方法冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制,冷拔通常在单链式或双链式冷拔机上进行挤压法即将加热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出,此法可生产直径较小的钢管。
常用材质为:10#无缝钢管、20#无缝钢管、45#无缝钢管、SA106B无缝钢管、ST45.8-Ⅲ低合金无缝钢管、20cr、40cr、16Mn低合金无缝钢管、Q345D低温合金无缝钢管、27SiMn低合金无缝钢管、12Cr1MoVG合金管、15CrMo、10CrMo910、Cr5Mo合金管、A335P11合金管、10CrMo910(P22)合金管、A335P91(T91)合金管、钢研102(12Cr2MoWVTiB)结构管:(GB/T)、流体管:(GB/T)、中低压锅炉管:(GB/T)、高压锅炉管:(GB/T)、石油裂化管:(GB/T)、液压支柱管:(GB/T)、化肥专用管:(GB/T)、钻探用钢管:(GB/T)、船舶用管:(GB/T)、合金管:(GB/T)、高压合金管:(GB/T)等一系列的钢管产品。材质为:10#、20#、35#、45#、20G、20Gr-50Gr、16Mn-45Mn、27SiMn、Cr5Mo、12CrMo(T12)、12Cr1MoV、10CrMo910、T91、15CrMo、35CrMo、40CrMo等一系列的钢管材质。
27SiMn(化学成份(国标):C:0.24-0.32;Mn:1.1-1.4;Si:1.1-1.4;S:≤0.035:P:≤0.035)厚壁钢管(壁厚范围28mm~60m)被广泛用于煤矿液压支架大立柱缸体,有的缸筒长达2000m,其中一段长200m缸筒的外圆直径要从Φ380m增至Φ398m,常规工艺选择用中408m钢管加工,这种方法切削量太大,不仅造成材料的浪费,并且生产周期长。如果采用平常的堆焊方法,当堆焊层金属出现气孔、裂纹、夹渣等缺陷时,就会造成渗漏、密封件挂伤,严重时将出现堆焊层剥落现象,还会出现缸柱间互相窜液、立柱油缸液压力升不上去影响使用的情况。
本发明的目的在于提供一种加工质量和效率高的27SiMn厚壁钢管的堆焊方法
为实现上述目的,本发明可采取下述技术方案:
本发明所述的27SiMn厚壁钢管的堆焊方法,它包括下述加工步骤:
将需堆焊部位粗加工至见金属光泽后,预热140-160℃,控制层间温度在150-200C,用80%Ar+20X00保护气体、采用SLD60焊丝分层堆焊至要求的厚度后,冷却至100℃,再整体加热至900-940℃,保温2小时后出炉淬水至室温:在整体装炉升温至540℃,保温4小时,冷却至室温即可。
所述SLD60焊丝的组分为C:0.05;Mn:1.29:Si:0.76:Mo:0.34:Ti 0.11;S:0.01;P:0.02:所述焊丝的直径为Φ1.6。
本发明的优点在于堆焊前预热,采用80%Ar+20%C0,保护气体,焊接材料用SLD-601.6,按照上述加工方法进行堆焊,焊后热处理,这样不仅工艺方法经济合理,堆焊层与母材之间的熔透质量高、堆焊层金属无气孔、裂纹、夹渣等缺陷,达到满足液压支架缸筒的设计强度及尺寸要求;由于液压支架的生产批量大,且每根缸筒的堆焊层厚达9m,采用本堆焊方法,不仅可以节约材料,又可以提高生产效率。
具体实施方式
本发明所述的27SiMn厚壁钢管的堆焊方法,它包括下述加工步骤:
将需堆焊部位粗加工至见金属光泽,除去表面的油、垢等污物,预热150℃控制层间温度在150-200℃,用远红外测温仪监测温度;用80%Ar+20XC02保护气体、采用SLD-60中1.6焊丝,焊丝的重量组份分为:0.05:Mn:1.29:Si:0.76Mo:0.34:Ti:0.11;S:0.01;P:0.02:选用单枪环缝气体保护自动焊机(电流420A,电压40V,焊速600m/min),分层堆焊至要求的厚度后,冷却至100℃,再整体加热至900-940℃,保温2小时后出炉淬水至室温;在整体装炉升温至540
C,保温4小时随炉缓冷至300℃出炉,冷却至室温即可
可定制的厚壁无缝钢管品牌厂家,星腾伟业金属材料(甘孜市巴塘县分公司)为您提供可定制的厚壁无缝钢管品牌厂家产品案例,联系人:任威,电话:【0527-88266222】、【0527-88266222】。









