
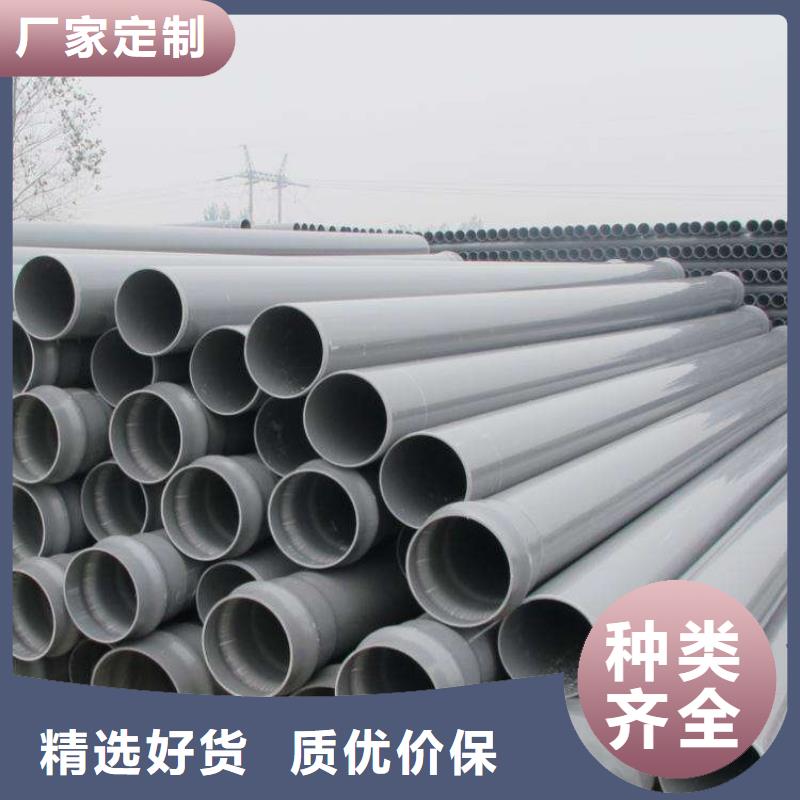

以下是:厦门市同安区PVC给水管·管件质量严格把控的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 型号 DE20/DE25/DE32等等 材质 聚氯乙烯树脂 颜色 白色 范围 PVC给水管·管件质量严格把控供应范围覆盖福建省、厦门市、同安区、思明区、海沧区、湖里区、集美区、翔安区等区域。 【佳顺】为客户提供多样化产品,包括集美塑料制品型号全价格低、湖里塑料制品生产型、海沧塑料制品快速生产等,适配多元场景需求。PVC给水管·管件质量严格把控,佳顺塑胶(厦门市同安区分公司)为您提供PVC给水管·管件质量严格把控的资讯,联系人:宋经理,电话:【0527-88266222】、【0527-88266222】。 福建省,厦门市,同安区 同安区,隶属福建省厦门市。位于福建省东南沿海、厦门市北部。东连厦门市翔安区,西接漳州市长泰区,北邻泉州市安溪县、南安市,西南与厦门市集美区接壤,东南面海,总面积657.59平方千米。截至2020年11月1日零时,同安区常住人口855920人。户籍人口总人数40.53万人。由34个民族组成,以汉族聚居为主。少数民族人数较少,共2567人。截至2022年2月,同安区下辖4个街道、4个镇。
PVC给水管·管件质量严格把控的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、的产品形象。以下是:厦门同安PVC给水管·管件质量严格把控的图文介绍
用途
异径三通广泛应用于石油化工、石油天然气、液化气、化肥、电厂、核电、造船、造纸、制药、食品卫生、城建Q345B槽钢等行业工程的建设和检修。工业中对这种管件压力要求较高, 压力可以达到600公斤,生活中水管压力较低,一般为16公斤。
异径三通规格表
DN150XDN100 DN200XDN150 DN200XDN100
厦门同安佳顺塑胶有限公司在多年的 塑料制品经营中以快捷、和完善的售后服务,赢得了广大用户的赞同。在 塑料制品市场竞争日益激烈的本日,在发挥自身优势的同时,将借鉴成功企业的经验,不断完善自己,合理调整经营策略,力求适应 塑料制品市场。 我们将坚持质量,信誉至上的宗旨,高层次、高质量、高标准服务于社会。依托完善的现代企业管理和质量体系及先进的质量检测手段,为中外新老客户提供超优质的 塑料制品产品和服务!
施工维护PVC管的连接方式主要有密封胶圈、粘接和法兰连接3种。管径大于等于100毫米的管道一般采用胶圈接口;管径小于100毫米的管道则一般采用粘接接头,也有的采用活接头。管道在跨越下水道或其他管道时,一般都使用金属管,这时塑料管与金属管采用法兰连接。阀门前后与管道的连接也都是采用法兰连接。1 当小口径管道采用溶剂粘接时,须将插口处倒小圆角,以形成坡口,并保证断口平整且垂直轴线,这样才能粘接牢固,避免漏水。2 一般管径大于等于100毫米的PVC管都采用胶圈接口。安装前必须安排人员将管子插口部位倒角,还要检查胶圈质量是否合格。安装时必须将承口、胶圈等擦干净。3 传统管道安装的管沟开挖只要求能把管道放入管沟和能进行封口即可,在没有松动原有土层时,可不用加压夯实垫层。4 一般PVC管支管开叉可用三通或立式止水栓开叉。在施工时可加一个马鞍形配件半个二合三通 ,并用U形螺栓卡紧,这样就加厚了管壁,然后直接在上面钻孔开牙,再用外螺纹塑料件接出。试验表明用这种方法施工后试压验收完全可以达到规范的要求。另外在管内水流产生推力的位置,比如弯头、三通及管端封板处等部位都应设置止推墩以承受水流的推力。5 PVC管作为一种新型非金属管,用现有金属管道探测设备,不能探测到其具体位置,但若管道埋设施工时在管道上面埋设一条电线就可方便地解决这个问题。
法兰的生产工艺
——>
生产工艺主要分为锻造、铸造、割制、卷制这四种。
(1)铸造法兰和锻造法兰
铸造出来的法兰,毛坯形状尺寸准确,加工量小,成本低,但有铸造缺陷(气孔.裂纹.夹杂);铸件内部组织流线型较差(如果是切削件,流线型更差);
锻造法兰一般比铸造法兰含碳低不易生锈,锻件流线型好,组织比较致密,机械性能优于铸造法兰;
锻造工艺不当也会出现晶粒大或不均,硬化裂纹现象,锻造成本高于铸造法兰。
锻件比铸件能承受更高的剪切力和拉伸力。
铸件的优点在于可以制造出比较复杂的外形,成本比较低;
锻件优点在于内部组织均匀,不存在铸件中的气孔,夹杂等有害缺陷;
从生产工艺流程区别铸造法兰和锻造法兰的不同,比如离心法兰就属于铸造法兰的一种。
离心法兰属于铸造方法生产法兰,该种铸造较普通砂型铸造组织要细很多,质量提高不少,不易出现组织疏松、气孔、沙眼等问题。
首先我们需要了解离心法兰是怎样生产制作的,离心浇铸制做平焊法兰的工艺方法及产品,其特征是该产品经过下列工艺步骤加工而成:
①将所选原材料钢材放入中频电炉熔炼,使钢水温度达到1600-1700℃;
②将金属模具预加热到800-900℃保持恒温;
③起动离心机,将步骤①中钢水注入步骤②中预热后金属模具;
④铸件自然冷却到800-900℃保持1-10分钟;
⑤用水冷却至接近常温,脱模取出铸件。
我们再来了解锻造法兰的生产工艺流程:
锻造工艺过程一般由以下工序组成,即选取钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。
自由锻生产率低,加工余量大,但工具简单,通用性大,故被广泛用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。
自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。
1.镦粗镦粗是对原坯料沿轴向锻打,使其高度减低、横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。
2.拔长拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、连杆等。
3.冲孔用冲子在坯料上冲出通孔或不通孔的锻造工序。
4.弯曲使坯料弯曲成一定角度或形状的锻造工序。
5.扭转使坯料的一部分相对另一部分旋转一定角度的锻造工序。
6.切割分割坯料或切除料头的锻造工序。
在厦门市同安区本地采买PVC给水管·管件质量严格把控到佳顺塑胶(厦门市同安区分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:宋经理-【0527-88266222】。











