
以下是:吉安市峡江县珩磨管价格|厂家的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 范围 珩磨管价格|供应范围覆盖江西省、吉安市、峡江县、吉州区、青原区、吉水县、新干县、永丰县、泰和县、遂州县、万安县、安福县、永新县、井冈山市等区域。 【九冶】为客户提供多样化产品,包括永丰精密管追求细节品质、吉水精密管质量安心、青原精密管价格实惠工厂直供等,适配多元场景需求。珩磨管价格|厂家_九冶管业(吉安市峡江县分公司),固定电话:【0527-88266222】,移动电话:【0527-88266222】,联系人:李经理,经济技术开发区汇通物流园。 江西省,吉安市,峡江县 峡江县,隶属江西省吉安市,因巴邱镇玉峡两岸群峰夹赣水,江面狭窄而得名,位于吉安市之北,地处赣中腹地,介于北纬27°27′50″至27°45′20″,东经114°53′21″至115°31′57″之间,全县总面积1287.43平方千米。峡江县气候属中亚热带季风性湿润气候。截至2018年,峡江县辖6个镇、5个乡,另辖1个乡级单位,县政府驻水边镇。根据第七次人口普查数据,截至2020年11月1日零时,峡江县常住人口为149954人。
我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让珩磨管价格|厂家自己向您展示它的卓越品质和出色性能。以下是:吉安峡江珩磨管价格|厂家的图文介绍油缸专用绗磨管生产加工工艺绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。
近年来应用塑料(金刚砂)混合压制成的珩磨工,根据不同用途可压制各种形状,使珩磨不仅能用于加工内孔,并能加工外圆、平面、球面及各种特形表面,如外圆表面化的珩磨工具为柱形珩轮,齿轮的珩磨工具为磨料齿轮。
为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。我公司本着不端创新和进步的理念,在不断加强各种缸筒的研究和创新的基础上,增加在液压机械等方面的发展,这无疑是给企业的发展带来了无穷的力量和希望!经过这些年的发展,不断的开发新产品来配合客户需求,使产品的各项优越性得到快速,产品被广泛应用于冶金、锻压、铸造、机床、矿山、起重、船舶、煤炭、运输、化工、科研、军工等工业领域。冷拔绗磨管新工艺流程
冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
珩磨管的应用
1、拆卸液压油缸之前,应使液压回路卸压。否则,当把与油缸相联接油管接头拧松时,回路中的高压油就会迅速喷出。液压回路卸压时应先拧松溢流阀等处的手轮或调压螺钉,使压力油卸荷,然后切断电源或切断动力源,使液压装置停止运转。
2、拆卸时要按顺序进行。由于各种液压缸结构和大小不尽相同,拆卸顺序也稍有不同。一般应放掉油缸两腔的油液,然后拆卸缸盖,后拆卸活塞与活塞杆。在拆卸液压缸的缸盖时,对于内卡键式联接的卡键或卡环要使用专用工具,禁止使用扁铲;对于法兰式端盖必须用螺钉顶出,不允许锤击或硬撬。在活塞和活塞杆难以抽出时,不可强行打出,应先查明原因再进行拆卸。
3、卸卸前后要设法创造条件防止液压缸的零件被周围的灰尘和杂质污染。例如,拆卸时应尽量在干净的环境下进行;拆卸后所有零件要用塑料布盖好,不要用棉布或其他工作用布覆盖。
4、拆卸时应防止损伤活塞杆顶端螺纹、油口螺纹和活塞杆表面、缸套内壁等。为了防止活塞杆等细长件弯曲或变形,放置时应用垫木支承均衡。
5、油缸拆卸后要认真检查,以确定哪些零件可以继续使用,哪些零件可以修理后再用,哪些零件必须更换
了解珩磨管的属性范围
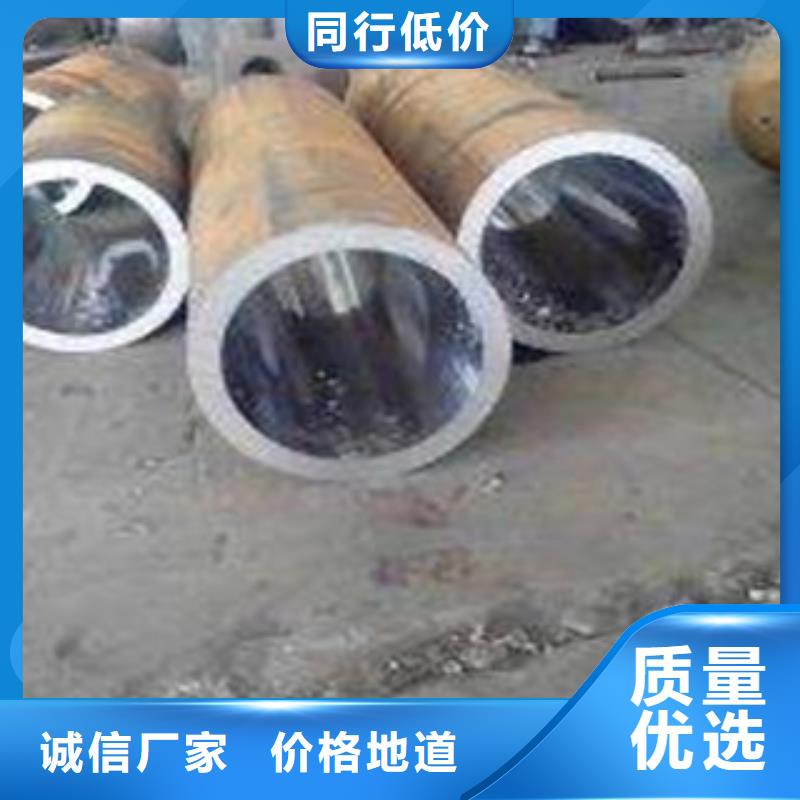
珩磨管其是指经过珩磨加工的管子,可以称其为珩磨管,而这里的管子,主要是指无缝钢管。因此,珩磨是一种加工工艺,通过这一工艺,使得管子内孔达到预期想要的公差尺寸,以及表面粗糙度等,并使其在公差范围内。
珩磨管的加工工艺是珩磨,而油缸管,其是在油缸中使用的管子,其的加工工艺,不一定是珩磨,也可以是滚压等其它工艺。
珩磨管的内孔粗糙度,是可以做到小于0.63nm的,而直线标准度,则可以做到小于0.3mm/m。因此,其在尺寸准确度上,是可以有较高水平的。因此,其可以用于一些要求较高的场合中。而它的珩磨,是要用到珩磨机的,珩磨机上的珩磨头,一般来讲,是进行轴向直线往复运动。
主要的还是外包层的运用,就是在珩磨管表面增设外包层,可以现浇成型,也可以采用喷涂法。同时外包层也可以用珍珠岩、石棉、石膏或石棉水泥、轻混凝土做成预制钢管,采用胶粘剂、钉子、螺栓固定在钢布局上,同样能提高珩磨管的防火性。
油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。
一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。
以匠心致初心,秉承着责任与使命,吉安峡江九冶管业有限公司恪守“信誉是根本,质量是生命”的经营理念,以诚实、守信、稳健态度,创新 精密管产品研发,严把质量关口,用一颗真诚、感恩之心对待每一位客户。
在吉安市峡江县采购珩磨管价格|厂家请认准九冶管业(吉安市峡江县分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-【0527-88266222】)。










